 EN
EN  Azərbaycan
Azərbaycan Русский
Русский






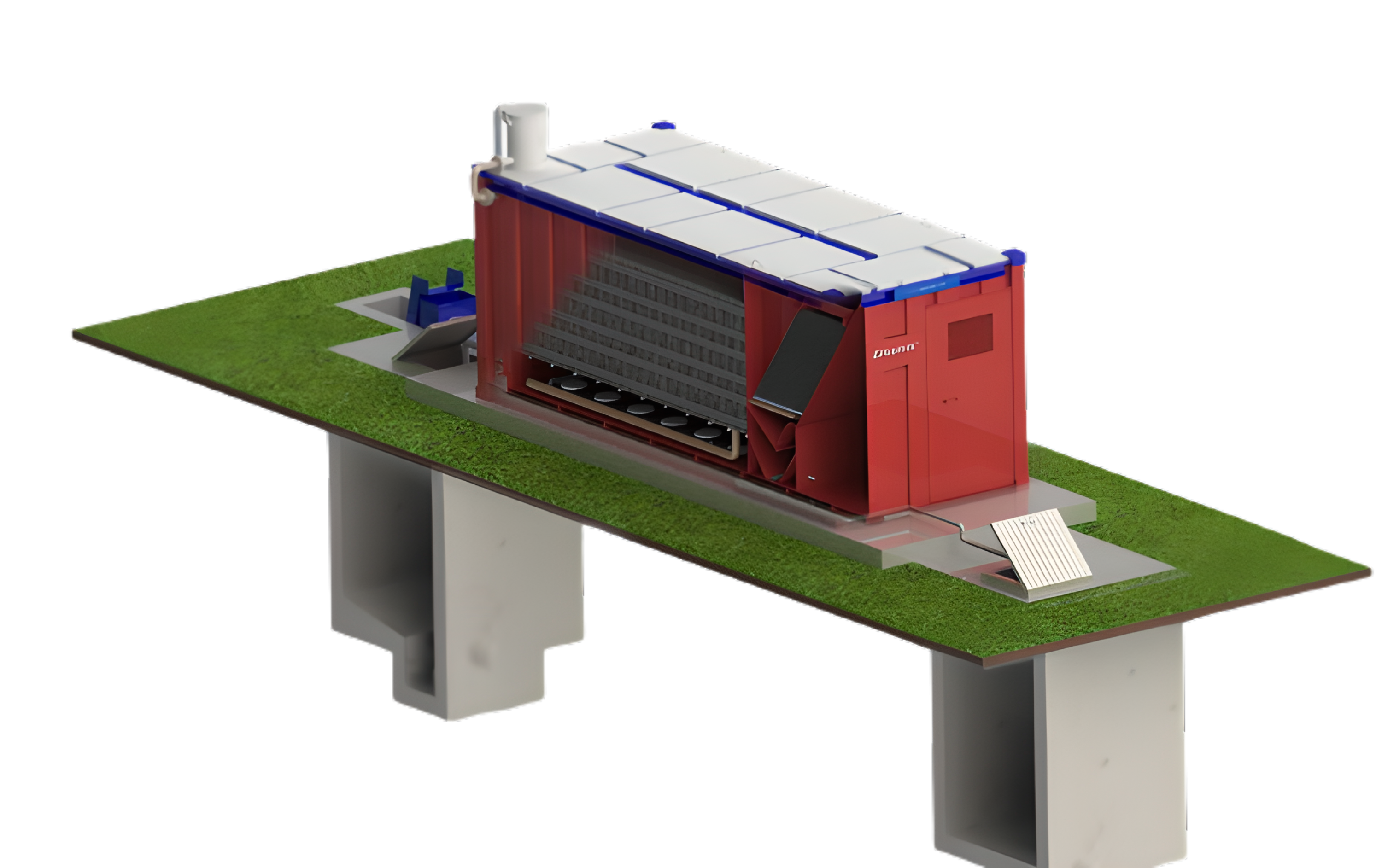
MEMBRANE BIOREACTORS
They are biological treatment plants that combine activated sludge process with submerged membrane filtration. In this system, the final settling tanks are replaced by membrane units. Complete removal of solids, significant bacteria removal, high and high efficiency organic matter removal and a small footprint are the advantages of MBR systems.
The MBR process can be configured in many different configurations, depending on the nutrient removal goals of the respective project. According to the limit nitrate and total nitrogen values demanded after treatment; It can be used for anoxic process nitrogen removal before and after the aeration process. ESLI requires less energy and has a lower blockage potential; prefers submerged system configurations. In submerged type applications, the sludge is kept on the membrane surface while the water is drawn from the membrane by applying a suction force with a vacuum pump.
MBR membrane modules are made of Polyvinylidine Fluoride (PVDF) material and consist of capillary porous - fiber gap structure. Ventilation injectors are located in the middle of the module so that the module can be completely cleaned longitudinally and energy consumption can be reduced. Single collection structure design reduces energy consumption, increases flux, minimizes downtime and footprint of the system due to failure. MBR treatment plants can be applied in a wide range of capacities. ESLI can design systems up to 1000 m3/day capacity.
SCOPE OF APPLICATION
Human Sourced (Urban) Waste Water,
Educational institutions and health service applications,
Hotel, worker and refugee camps, parks and military bases,
Construction complexes (businesses, shopping malls, small stores),
Industrial wastewater, food and beverage industries etc.
AQUALINE MBR SYSTEMS:
Turnkey MBR system
Standard, pre-designed package systems
Low space requirement for plant thanks to efficient compact design
Robust, high-quality system and parts
Easy capacity increase
System product water values that meet the discharge standards or are much below
ADVANTAGES OF MBR SYSTEM
There is no need for the final settling tank and tertiary filtration steps, thus reducing the space requirement for the facility.
Unlike final settling tanks, the quality of solids treatment is independent of the suspended solids concentration and quality in the system.
It is suitable for remote control since good sludge settling is not expected in the system.
Since the design is made with high sludge retention ages, the amount of sludge formed is lower.
Since UF quality product is obtained, it is suitable for reuse applications, it can be used as Reverse Osmosis feed water to obtain higher quality water.c