 EN
EN  Azərbaycan
Azərbaycan Русский
Русский
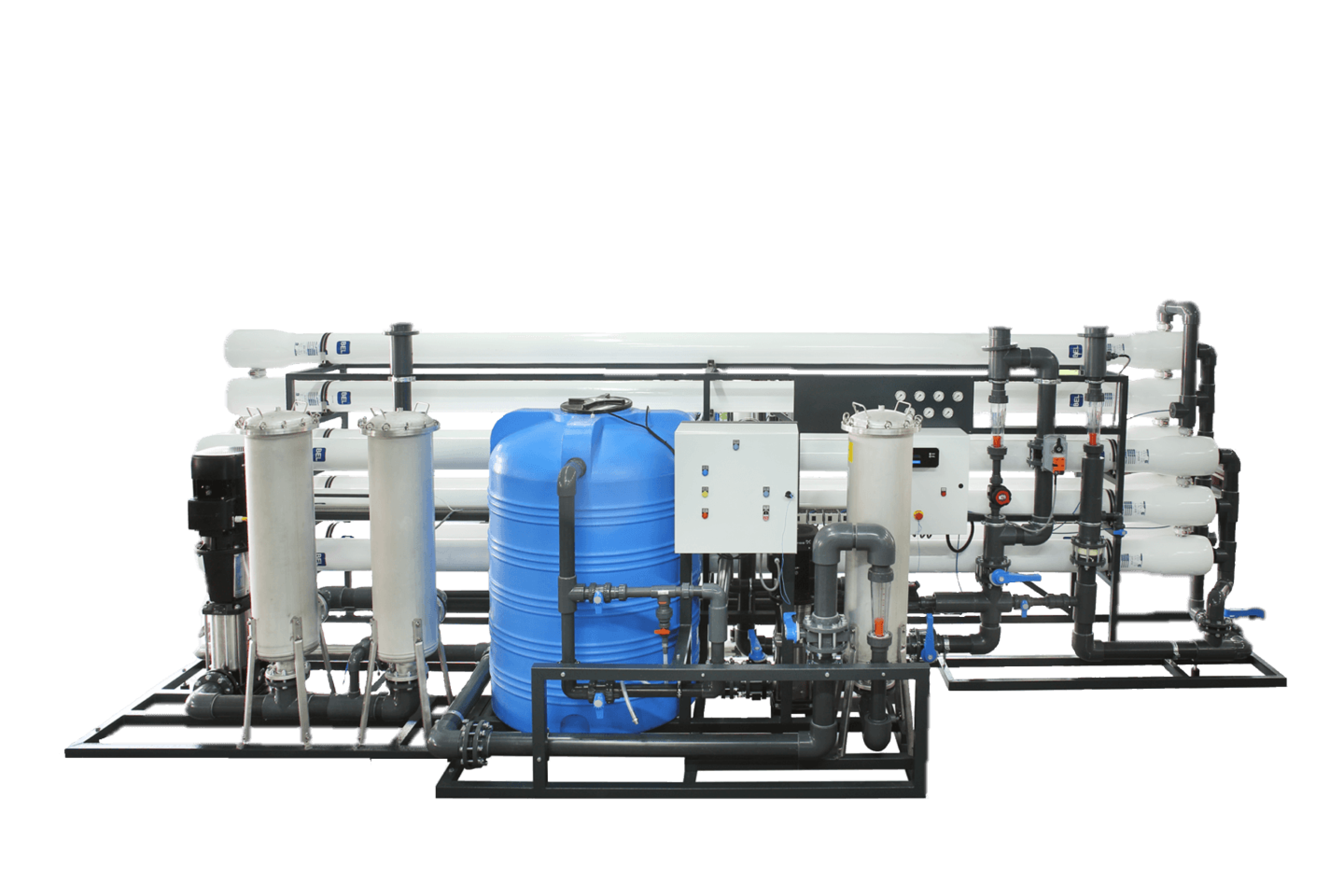
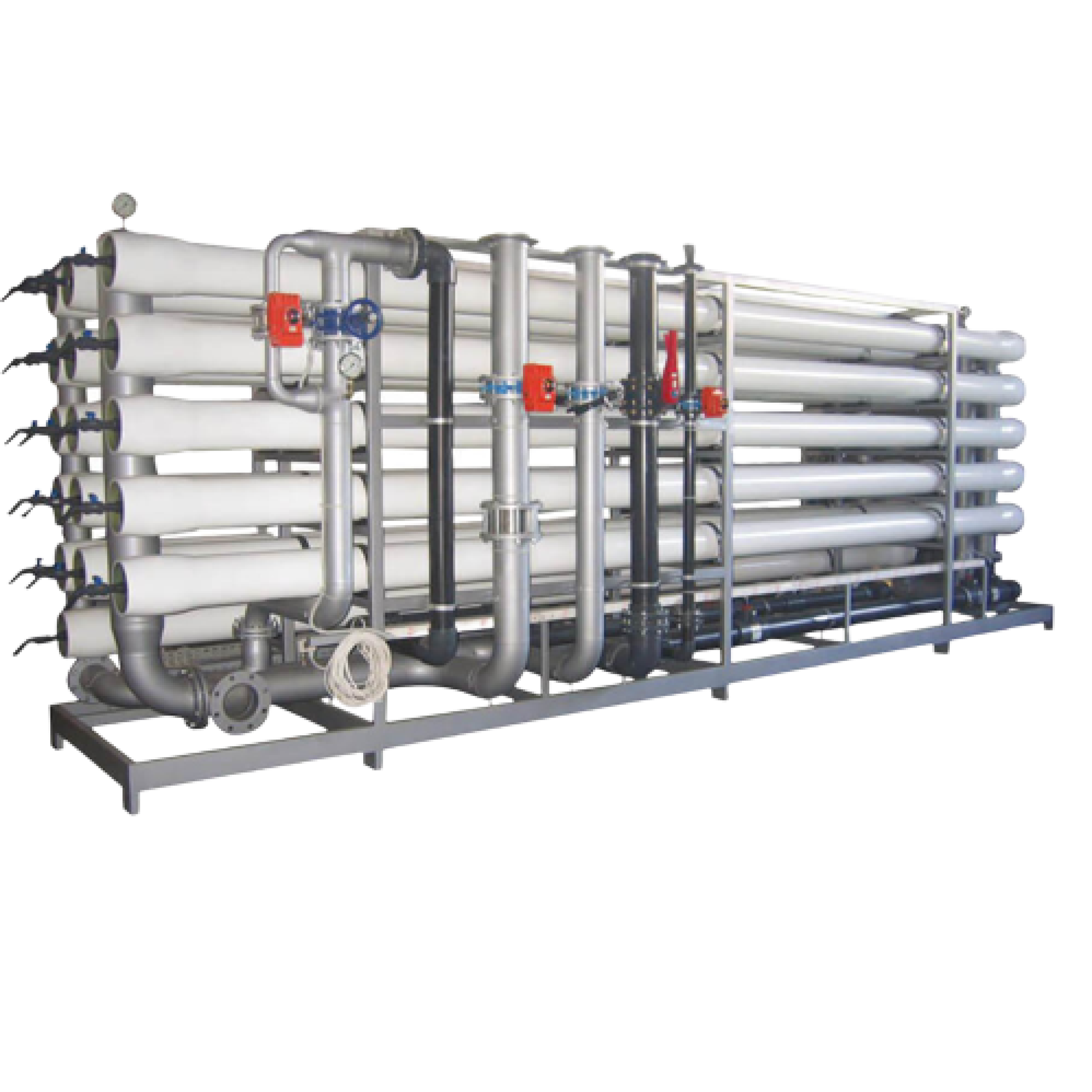
The Ecosoft MO36 industrial reverse osmosis system is a turnkey solution for industrial water challenges, including pilot studies, engineering and manufacturing, commissioning and maintenance.
Ecosoft reverse osmosis systems are used in food and pharmaceutical industries, energy, chemical, semiconductor manufacturing, steam boilers and other industrial applications.
KEY FEATURES
Energy efficiency with Grundfos pump
Reliable performance with quality components and engineering
Individual project evaluation upon request
ISO 9001 certified factory
CE marked and certified safe in accordance with the EC New Approach Directives
SPECIFICATION
Equipment
Grundfos CR 45-4-2 high-pressure pump — 1 unit
8040-6 membrane vessels — 6 pcs
7 PP 2.5 × 40″ stainless steel housing with filter — 2 pcs
Enter motor feed water, butterfly valves - 2 pcs
Balancing concentrate reject, concentrate recycle valves — 2 pcs
Electric cabinet with Ecosoft controller — 1 set
Pipelines, tools - 1 set
Steel frame - 1 set
Options
Filmtec™ XLE-440 / ECO PRO-440 or Ecosoft ELP-8040 membranes
Dosing pump for antiscalant or other RO chemicals
Permeable inlet to rinse the permeate membrane
Raw water mixing line
Connections
Inlet water - DN100 (flange)
Permeate - DN80 (flange)
Concentrate - DN100 (flange)
CIP inlet - DN80 (flange)
CIP return — DN80 (flange)
Technical information
Permeate capacity¹ — 36 m³/h
Permeate recovery² - 75%
Maximum TDS - 3000 mg/l
Effective flow requirement — 50…60 m³/h (service)
Working pressure — 8...12 bar
Maximum pressure - 14 bar
Electrical requirements — 380...400 V, 50 Hz (3 ph)
Electricity - 22 kW
Prefilter rating - 5 μm
¹ depends on feedwater TDS, temperature and leachate recovery
² for low scale/contaminant water
TDS
3000
Hardness
150
Iron
0.1
Manganese
0.05
Hydrogen sulfide
-
Silicate
20
Residual chlorine
0.1
SDI
5
Chemical oxygen demand
4